Bir nesneyi veya malzemeyi ısıtmak için indüksiyon ısıtma haricinde birkaç yöntem vardır. Daha yaygın endüstriyel uygulamalardan bazıları gaz fırınları, elektrikli fırınlar ve tuz banyolarıdır. Bu yöntemlerin hepsi, ısı kaynağından konveksiyon ve radyasyon yoluyla malzemeye ısı transferine dayanır. Kısacası ürünün yüzeyi ısıtıldıktan sonra, ısı termal iletim ile ürüne iletilir.
İndüksiyonla ısıtılan ürünler ise, ürün yüzeyine ısı iletimi konveksiyon ve radyasyon ile ısıtma yöntemini kullanmaz. Bunun yerine, malzeme üzerinden akım akışı ile ısı üretilir ve malzeme termal iletim ile ısıtılır.
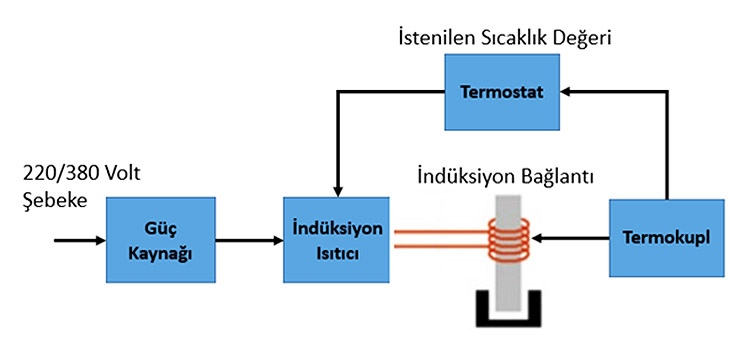
İndüksiyon ısıtmanın en önemli avantajlarından biride, sıcaklık kontrolü için soğutucu fan kullanımına gerek olmamasıdır. Geleneksel rezistanla ısıtmada sıcaklık istenilen değerde sabit tutulamadığı için sıcaklık kontrolü için soğutucu fan kullanılır. İndüksiyon ile ısıtmada ise elektriksel akımla ısıtma olduğu için sıcaklık kontrolü çok klaydır ve ekstra soğutucu fan kullanılmaz
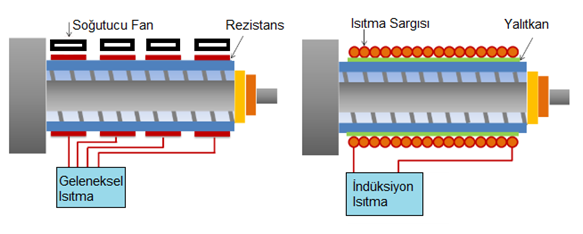
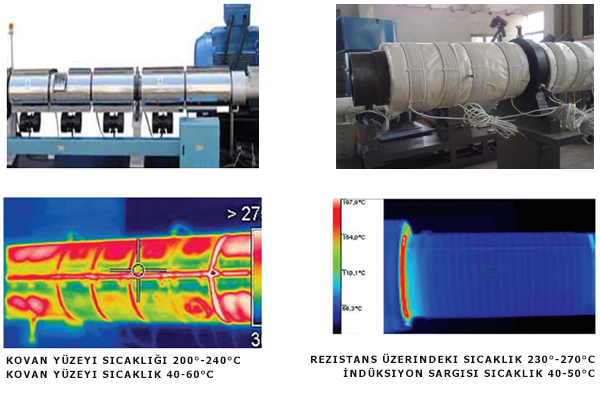
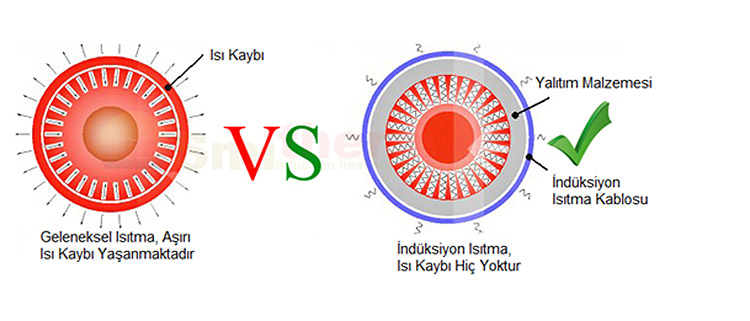
Rezistanla ısıtma da ısıtılan kovan veya silindir dışı direk olarak hava ile temas halindedir. Isının büyük bir bölümü hava ile temas ettiğinden dolayı enerji verimi çok düşüktür. İndüksiyon ile ısıtmada kovan/silindir dışına sıcaklık yalıtım malzemesi yerleştirilir. Bu yalıtım malzemesi bile tek başına %20 oranlarında elektrik enerjisi tasarrufu sağlar. Ayrıca kovan/silindir dışında sıcaklık çok düşük olduğu için el ile bile ısıtılan bölgeye temas edilebilir.
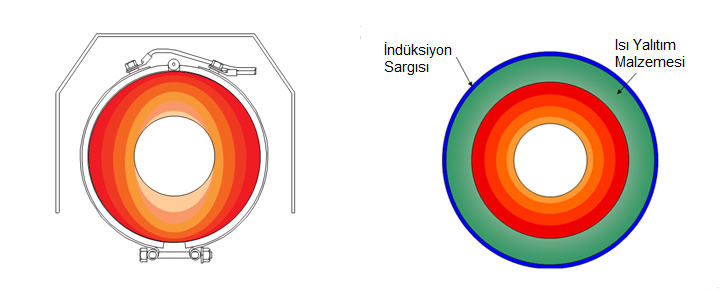
İndüksiyon ısıtmanın en önemli avantajlarından biride hedef ısıtma alanının tümü ısıtılarak daha uniform malzeme yapısı üretilmesi sağlanır. Geleneksel ısıtma yöntemlerde malzeme içinde ısı tam anlamıyla her noktada aynı oranda iletilemez. Fakat indüksiyon ısıtmada indüksiyon sargısı kovan veya benzeri ısıtma alanını tümüyle çevreler. Buda ısının ısıtılan malzemeye eşit olarak dağılımını sağlar.
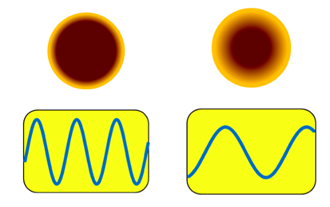
Ayrıca indüksiyon ısıtma termal ısıtma yöntemini kullandığı için malzeme dış yüzeyinden itibaren değil tüm yönleri ile ısıtılır. Kullanılan bu termal ısıtma yöntemi sayesinde elektrik frekansı ayarlanarak malzemenin ısıtılmasında derinlik ayarı gibi hassas ayarlar yapılabilir ve buda üretimde daha kaliteli ve hassas ısı ayarı gereken malzemelerin kolaylıkla üretilmesi anlamına gelir.